Tire & Wheel Case Study
Abstract
The finished product was flexible cell designed for handling a diverse range of size and weight tires for different vehicles, while providing assurance for a smooth operation with a range of safety nets and features such as a gravity reject line, integral air cylinder operated pop up chain transfer, plastic belts, and a heavy duty escapement device.
Challenges
This project required receiving from tire processing room and conveying tire and wheel assemblies to its final destination, where the operator introduces it to the assembly line. Each tire and wheel assembly required turning over to opposite side to accommodate mounting of valve.
Tire assemblies were for recreational vehicles and heavy duty trucks which require “dually” type wheels protruding from edge of tire. Varying diameters with a 12” range made this a challenging task. Conveyor locations required accommodating robot operation to allow flipping of tire assemblies and mounting of valves. These assemblies were much heavier than standard car or SUV tires. Some as heavy as 240 lbs.
Tire assemblies required accumulation to be sure the assembly line did not stop due to lack of parts. A special escapement metering device was required to release one tire assembly at a time and accumulate the remaining assemblies behind the one being released.
A reject station was required in case a tire required special attention or did not meet specifications. These heavier than standard assemblies required special slow down devices to be sure they safely stop at end of conveyor.

Our Solution
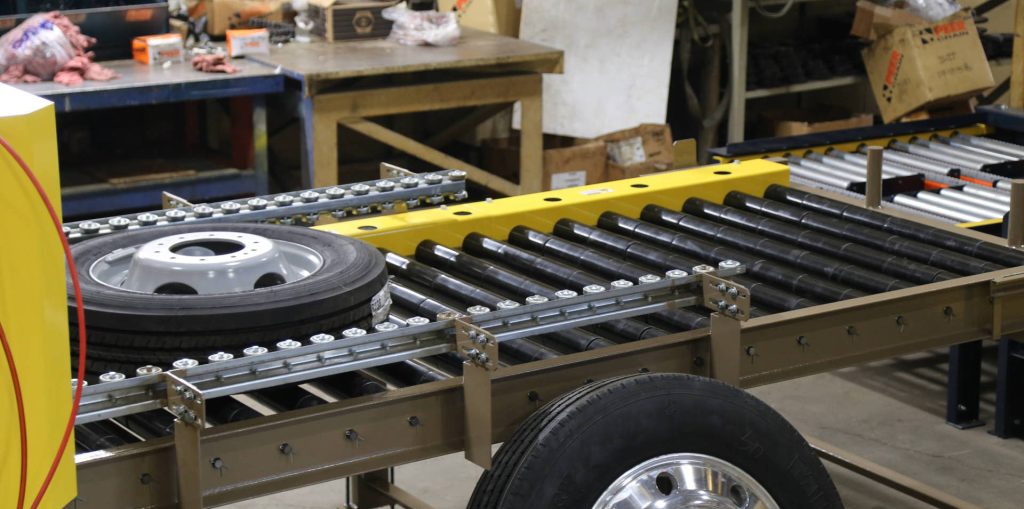
Pop up chain transfer and gravity conveyor sections
The complex nature of conveying multiple size tires on one system was a huge hurdle to overcome from a design standpoint. The system needed to be flexible enough to safely convey each size without compromising efficiency, safety, and quality. To solve this, we had to provide various sections and components to create a solution for this application.
The solution was to utilize our standard tried and true accumulating chain driven live roller conveyor with an integral air cylinder operated pop up chain transfer to transfer rejected assemblies. Utilizing an integral air cylinder operated pop up chain transfer was vital, as it had allowed for the various size and weight of tires to be transferred in a reliable, efficient and safe way. When the tire is transferred to the reject line, a gravity roller conveyor is utilized with brake rollers to slow down the larger tires. This system can scale with the changing demands of the assembly line while being flexible enough to handle any size tire.
Tire assemblies were for recreational vehicles and heavy duty trucks which require “dually” type wheels protruding from edge of tire. Varying diameters with a 12” range made this a challenging task. Conveyor locations required accommodating robot operation to allow flipping of tire assemblies and mounting of valves. These assemblies were much heavier than standard car or SUV tires. Some as heavy as 240 lbs.
Tire assemblies required accumulation to be sure the assembly line did not stop due to lack of parts. A special escapement metering device was required to release one tire assembly at a time and accumulate the remaining assemblies behind the one being released.
A reject station was required in case a tire required special attention or did not meet specifications. These heavier than standard assemblies required special slow down devices to be sure they safely stop at end of conveyor.

Plastic belt section for robotic arm
This ACDLR conveyed the assembly to the next station. When the tire arrives at the section with the plastic belt, a robot will flip the tire and will then be placed on the opposite plastic belt conveyor for valve assembly. Plastic belt conveyors were used with adjustable width tracks to accommodate various “Dually” type rims, and is suitable for most size tires. Plastic belts also have other benefits, such as being more durable and less noisy.
With a robotic arm constantly flipping and transferring tires, the plastic belt made the most sense for the application. Flexible, durable, and able to withstand several hundred pound tires being lifted on and off frequently.

Escapement Metering Device and flo rail side guides
After valve is placed on the tire and wheel assembly and inflated it proceeds down the line to be conveyed around an accumulating chain driven live roller curve. The tires safely move around the bend towards the escapement device. The escapement is an air cylinder operated “Claw” type escapement metering device, which releases one tire and wheel assembly as it holds the rest back.
This escapement was specially designed to accommodate various diameter tire assemblies and release one at a time. We used Lathrup Industries standard flo rail side guides to provide smooth transition as the segmented minimum pressure accumulation sleeves provided the required friction factor to provide the accumulation behind the escapement.

Post-escapement device
After releasing the tire assembly past the escapement the tire stops at the end of the conveyor at the fixed end stop where the operator picks it up and introduces it to the line. The entire process allows for smoother operation as it provides assurance that the operator will not be overwhelmed with an excessive amount of tires.
Conclusion
Despite the challenge of handling such a diverse range of products, the finished cell was flexible enough to assure smooth operation and efficiency. This solution was designed to fit into a much larger and complex system without making compromises to the pre-existing system. By using a variety of cutting edge technology, along with a fair amount of out-of-the-box thinking and use of tried and true systems, we were able to provide a reliable, efficient, flexible, and cost-effective solution for our partners.
If you have any questions about this project, or would like to inquire about starting your own project like this one, please feel free to reach out to us anytime at info@lathrupindustries.com





